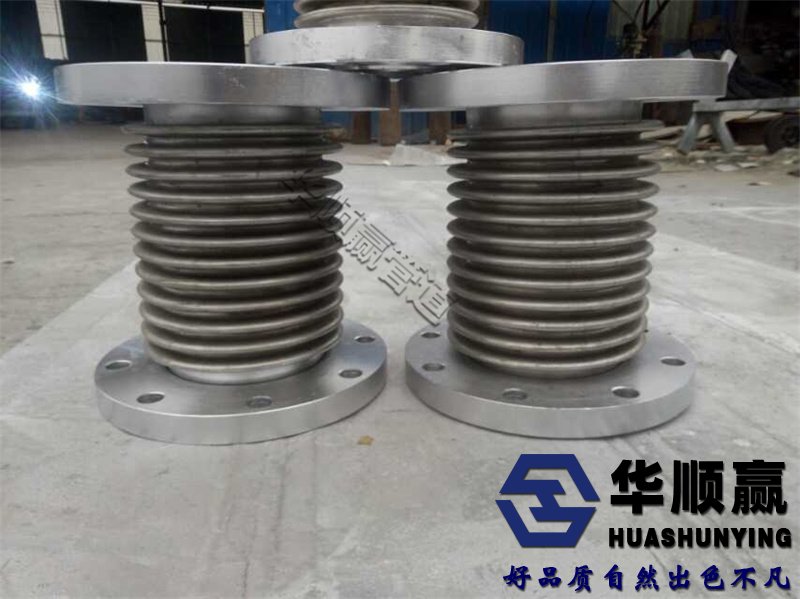
冰水機組波紋(wén)補償器(qì)的製造分為三個過程
冰水機組(zǔ)波紋補償器的煨製是一種先進的(de)生產工藝。通過煮沸,可以充分(fèn)發揮波紋補償器的補償量和功能。當然,煨煮的技術(shù)要求也不同於其他工藝(yì)。具體情況總結如下:
1.製造冰水機組波(bō)紋補償(cháng)器時,四個(gè)彎頭的視(shì)點有必要為90度,且應在一個平麵內。標準應精確,防止變形和翹曲。斜(xié)交差(chà)錯不大(dà)於3mm/M和10mm

2.從冰水機組波紋補償器的工作狀況看,補償器頂(dǐng)部變形大,立(lì)臂(bì)中(zhōng)部變形(xíng)小(xiǎo),平臂(頂(dǐng)部)無(wú)焊接接頭。焊縫應(yīng)留在懸臂中(zhōng)部。
3.冰水機組波紋補償器應在渠道或平地上組裝。安裝標準應正確。筆直部分的長(zhǎng)度差錯不應大於±10mm,但兩臂的長(zhǎng)度有必要相等,水平臂的長度差錯應小於±20mm。方形(xíng)補償(cháng)器的橢圓度、壁厚減(jiǎn)薄率、波紋度和視點差錯有必要滿(mǎn)足彎頭(tóu)的(de)要求。
如果冰水(shuǐ)機組波紋補償器不能滿足上述要求,將給安裝和運轉帶來困難。嚴(yán)重時,在運轉過程(chéng)中會產生側向位移,使支架向一(yī)側受力,甚至使管道(dào)脫離支架。因而,製造商有必(bì)要留意這一工藝要(yào)求。在日益劇烈的市場競爭(zhēng)中,咱們將繼續精益求精,重視工藝要求(qiú),不斷進步產品的(de)精度,進步冰水機組(zǔ)波紋(wén)補償器的適應性。
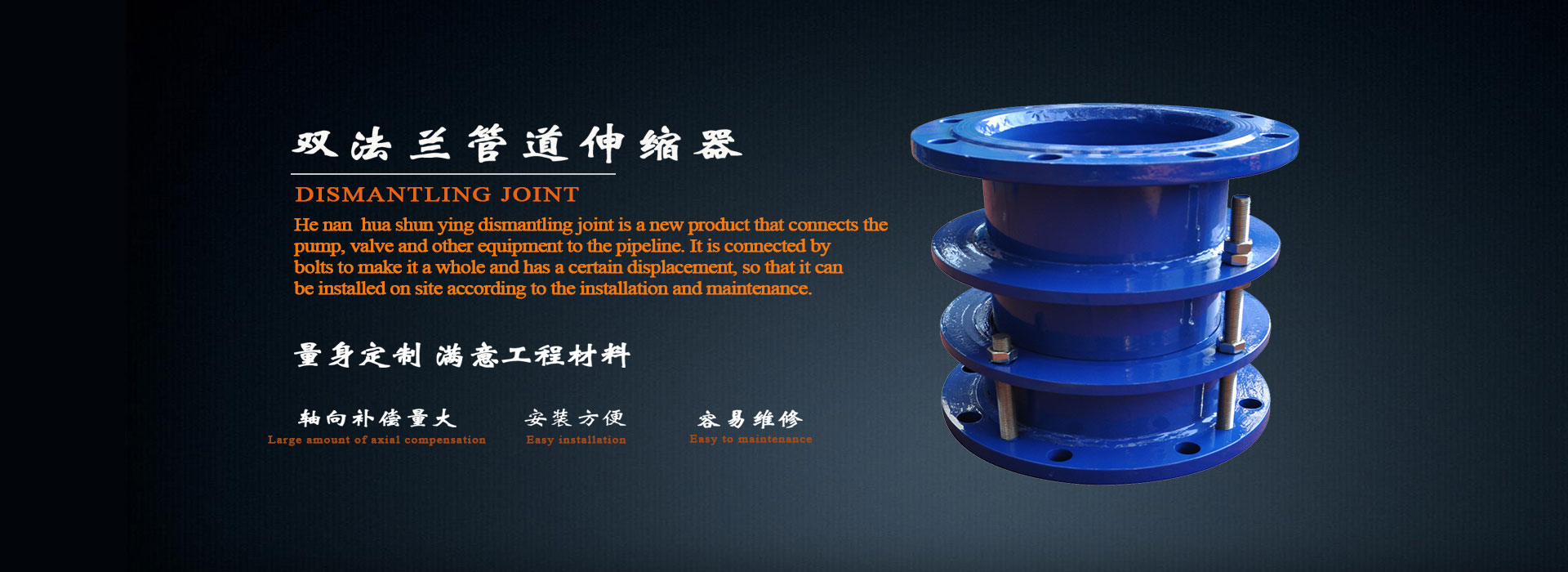
角向波紋補償器,不鏽鋼減震波紋補償(cháng)器,金屬波紋管補(bǔ)償器(qì),約束型波紋補償器,通用型波紋補償器





形補償(cháng)器")

")
